
这家用喷涂设备案例试验如何优化与平衡生产线
案例:机械加工厂的喷涂设备生产线平衡改善
某机械加工厂有一条喷涂流水传送带生产线,存在生产效率低、人工成本居高不下、作业人员经常有闲聊等待的现象。


该厂某系列产品的加工工艺流程为铣→钻→磨→组装。该车间实行5天8小时工作制,每周的产量为3200件。该加工厂生产线平衡改善如下:
第一步:对该系列产品进行调研,调研结果如下:
·作业员都是熟练员工;
·每位员工都可以做2-3道工序的作业;
·操作人员都掌握铣、钻、磨三道工序;
·目前生产线共有12位员工;
·铣、钻、磨各有2台;
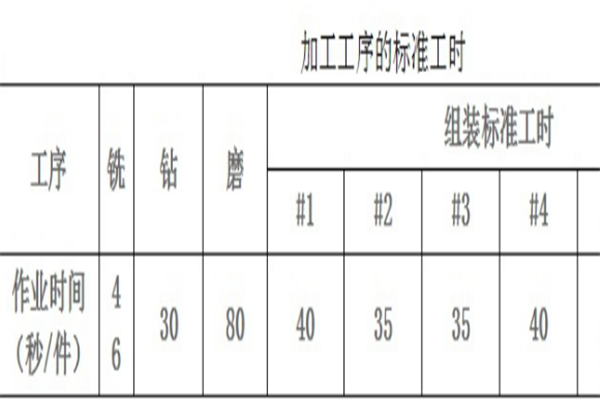
·每道加工工序的标准工时如下:
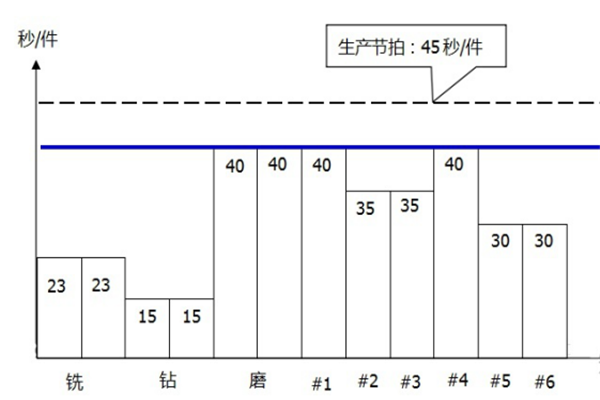
生产节拍=(8*60*60)/(3200/5)=45秒/件;
第二步:绘制平衡效率分析图
第三步:进行现状分析
稼动损失率分析
稼动损失率 = (节拍时间-瓶颈时间)/节拍时间*100% =(45-40)/45*100% =11%
平衡效率分析
平衡效率 =各工序标准工时总和/ (瓶颈时间*人员总数)*100%[(23+23+15+15+40+40+40+35+35+40+30+30)/40*12]*100%=76.3%
生产效率分析
生产效率 =(合格品数量*该产品标准工时)/出勤时间=[3200*366/(12*8*3600*5) ] *100%=67.8%
由平衡率分析图及稼动损失率、平衡效率可知,要想提高生产效率、降低人工成本,可以先消除稼动损失率,然后利用ECRS法则改善平衡效率。
{kind=link}