



- 产品详情
- 工艺流程
- 检验标准
新月涂装 32年行业经验深耕沉淀
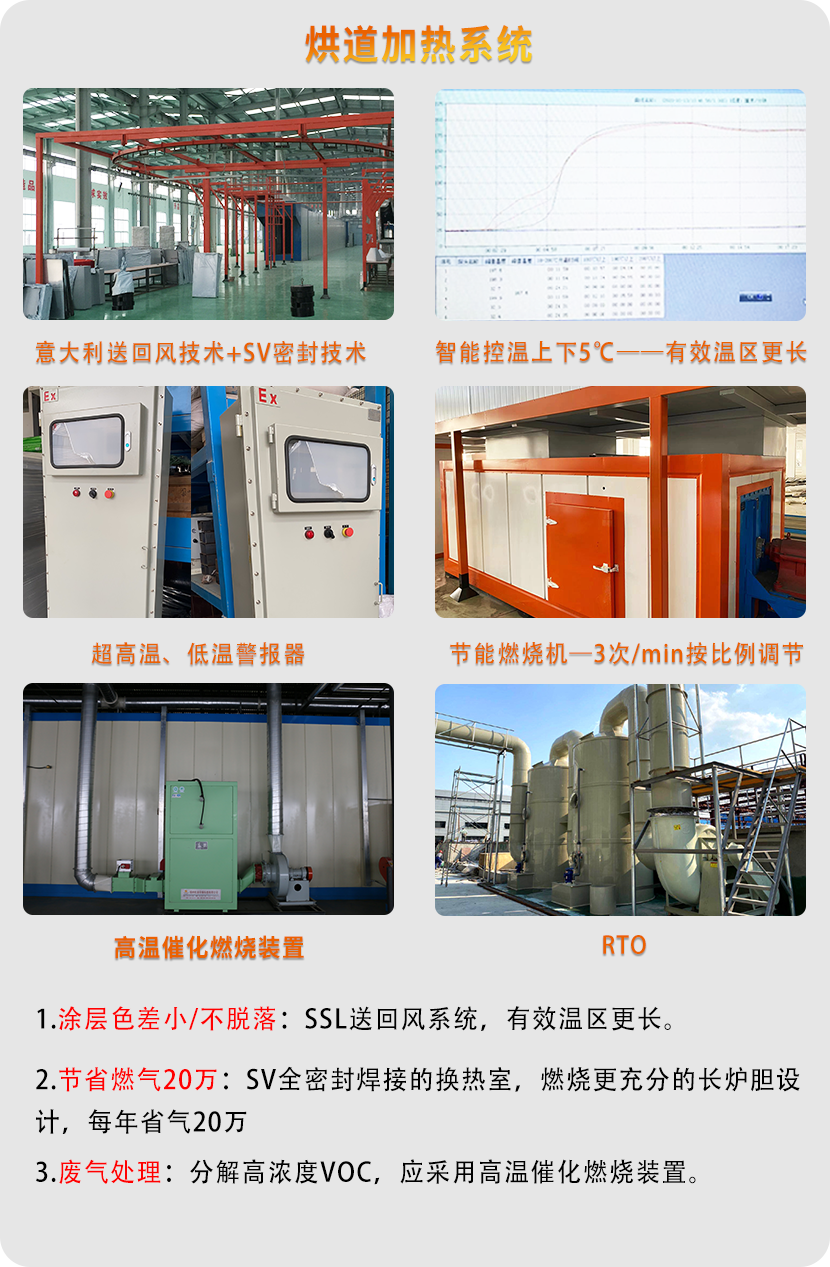
意大利送回风系统确保铝单板涂层色泽饱满 均匀无色差
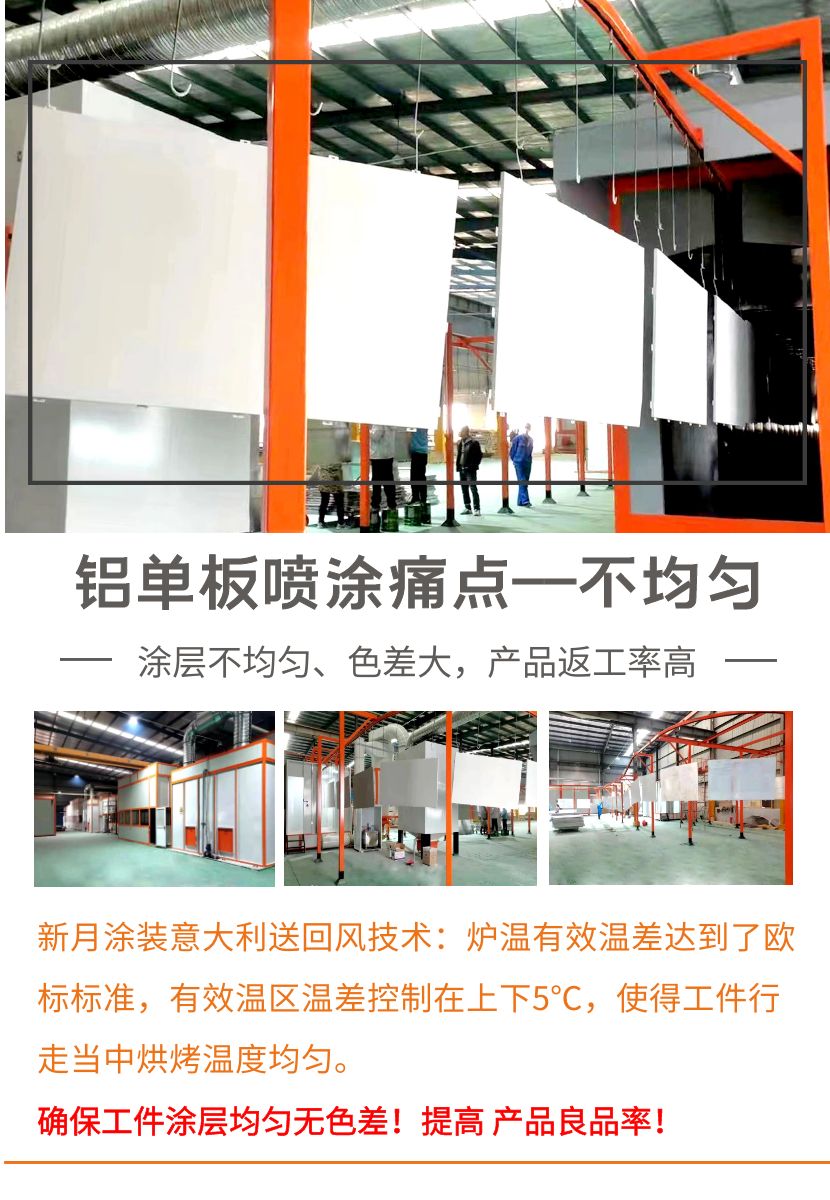

环保、安全、品质的设计让您的氟碳喷涂线拥有更大价值






铝单板氟碳喷涂线工艺流程:
氟碳喷涂铝单板是指优质高强度铝合金板材经过开料剪切、划线开角、折弯、滚弧、氩弧焊、打磨、组装、抛光等预处理后,再采用复杂的氟碳喷涂技术流程,加工形成的建筑装饰材料。
氟碳涂料主要为聚偏氟乙烯树脂,其主要分为底漆、面漆、清漆三种。
喷涂过程一般分为三涂两烤或四涂三烤。其中三涂为喷底漆+面色漆+清漆(保护漆),四涂为喷底漆+隔离漆+面色漆+清漆(保护漆)。
1、氟碳漆喷涂设备前处理工艺 前处理是使铝合金板材在喷涂前经过去油去污及化学处理, 以产生铬化膜, 增加涂层和金属表面的结合力和防氧化能力, 有利于延长漆膜的使用年限。
铬化处理方法包括两个步骤: ①在含铬的槽中浸渍;②形成的铬酸盐膜烧结。
当使用化学脱脂时, 应注意不要使用苛性的脱脂剂。可以采用热碱溶液进行浸渍或喷淋脱脂处理。碱溶液温度为600℃, 浓度50g/L, 时间3~5min。
铬酸盐液的组成: 硫酸铬2g/kg 槽液; 重铬酸钾147g/kg 槽液; 氢氧化钠79g/ kg 槽液; 水772g/kg槽溶液。 经过脱脂和预处理的铝板不能用手直接接触其表面, 在预处理之后操作人员都要带上棉布手套操作。
2、氟碳喷漆设备喷涂工艺
底漆喷涂: 底漆涂层的作用是提高涂层抗渗透能力, 增强对底材铝板的保护, 稳定铝单板表面层, 加强面漆与铝板表面的附着力, 保证面漆涂层的颜色均匀性。底漆层厚度一般为5~10um。
面漆喷涂: 面漆涂层是提供铝单板所需要的装饰颜色, 保护铝板表面不受外界环境大气、酸雨、污染物的侵蚀, 防止紫外线穿透, 增强舒缓老化能力。面漆层厚度一般为23~30um。喷涂面漆层之前, 底漆涂层应
烘干, 并且喷涂时工件温度不超过50℃ 。如果在太热的工件上喷涂会使涂层表面粗糙。
罩光漆喷涂: 罩光漆涂层也称清漆涂层, 主要目的是更有效地增强漆层抗外界侵蚀能力, 保护面漆涂层, 增加面漆色彩的光泽, 外观更加颜色鲜明、光彩夺目, 涂层厚度一般为5~10um。三喷涂层总厚度一般为40~60um, 特殊需要的可以加厚。
3、氟碳喷涂设备固化工艺
三喷涂层一般需要两次固化。有涂层的铝单板进入固化炉, 固化温度一般在180~ 250℃之间, 固化时间为15~25min。不同氟碳涂料生产厂家都会根据自己生产的涂料, 提供较佳的固化温度和时间。也可以根据自己经验把三喷时的二次固化改为一次固化。

一涂:喷色漆
二涂:底漆十色漆
三涂:底漆十色漆十清漆
四涂:底漆十隔离漆十色漆十清漆
氟碳喷涂铝单板的用途:
氟碳喷涂铝单板具有以上种种优良特性,其应用范围异常广泛,被大量运用于各种建筑内外墙、大堂门面、柱饰、高架走廊、人行天桥、电梯包边、阳台包装、广告指示牌、室内异形吊顶等的装饰,以及机场、展馆、地铁、车站、政府办公楼、写字楼、大型商场等大中型建筑。
铝型材及铝板材氟碳喷涂线喷涂质量检验标准
1、范围
本标准规定了铝业集团铝型材及铝板材氟碳喷涂的质量要求、检验方法、检验工具、检验规则及质量评定方法。
2、规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T5237.1 铝合金建筑型材 第1部分:基材
GB/T5237.5 第5部分:氟碳漆喷涂型材
AAMA2605 铝合金建筑型材
YS/T429.1 建筑用铝型材和铝板表面高性能有机涂层规范
YS/T429.2 铝幕墙板 氟碳喷漆铝单板
GB/T8014 铝及合金铝阳极氧化、氧化膜厚度定义和有关测量厚度
GB/T 1732 漆膜耐冲击性测定法
GB/T 6739 漆膜硬度铅笔测定法
GB/T9761 色漆和清漆 色漆的目视比色
GB/T3199 铝及铝合金加工产品 包装标志、运输、贮存
GB/T9286 色漆和清漆漆膜的划格试验
3 术语和定义
3.1 基材
基材是指表面未经处理的铝合金建筑型材。
3.2 漆膜(涂膜)
漆膜指涂覆在金属基体表面上,经固化的氟碳漆的膜,也可称涂层。
3.3 装饰面
装饰面指喷漆型材加工成门窗、幕墙后,仍可看得见的表面。它包括可开启窗、通风口、门或板等处于开启和关闭状态时,可以见到的表面。
3.4 膜厚
膜厚指涂覆在金属基体表面上,经固化的氟碳漆的厚度。
3.5 光泽
涂膜表面以反射光线的能力为特征的一种光学性质。
3.6 附着力
涂层与基体间结合力的总和。
3.7 流痕(流挂)
流痕指在涂覆和固化期涂膜出现的下边缘较厚的现象。
3.8 皱纹
皱纹指在干燥过程中涂膜通常由于表干过快所引起的折起现象。
3.9 气泡
气泡指涂层因局部失去附着力而离开基底(底材或其下涂层)鼓起,使涂膜呈现似圆形的突起变形。泡内可含液体、蒸汽、其它气体或结晶物。
3.10 平均膜厚
平均膜度是指在喷涂型材装饰面上测量的若干个(不少于5个)局部膜厚的平均值。
3.11 最小局部膜厚
最小局部膜厚是指型材装饰面上测量的若干个局部膜厚中的最小的一个。
3.12 色差
通过目视或仪器测量而确定的样件颜色的色调、明度和彩度的差异。
4 检验项目
4.1.喷涂前基材外观质量要求
4.1.1铝型材
4.1.1.1不允许有裂纹,起皮,腐蚀和气泡等缺陷存在;
4.1.1.2允许有轻微的压坑、碰伤、擦伤存在,其允许深度为:装饰面不大于0.03mm,非装饰面不大于0.07mm。
4.1.1.3 打磨后装饰面无划伤、毛刺、油污、胶渍等缺陷存在。
4.1.2 铝板材
4.1.2.1 边部应切齐,无毛刺、裂边,不允许有分层;
4.1.2.2 表面不允许有裂纹、腐蚀,两端50mm范围以外不允许有矫直辊印;
4.1.2.3一面不允许有松树枝状花纹、气泡等缺陷;
4.1.2.4允许有轻微乳液痕及油痕,但面积不超过1%;
4.1.2.5 允许有轻微、少量的擦伤、划伤、金属及非金属压入物、压过划痕等缺陷,缺陷深度不超过0.05mm;
4.1.2.6 另一面允许有不严重的缺陷,但缺陷深度不得超过板材厚度的允许负偏差,并保证板材的最小厚度。
4.1.2.6打磨后装饰面无划伤、毛刺、油污、胶渍等缺陷存在;焊道修磨过渡平整、光滑;焊缝处无气孔裂纹等缺陷存在。
4.2前处理后质量要求
除应符合4.1要求外,尚应满足下述要求:
操作者严格按前处理工艺守则操作,铝型材及铝板材经前处理后,表面无挂灰及返锈现象,有彩虹色或无色透明转化膜。
4.3 喷涂后成品质量要求
4.3.1 涂膜外观质量要求
a)流痕;
b)皱纹;
c)气泡;
d)脱落及其它影响使用的缺陷
4.3.1.2 涂膜颜色一致性
a)单色漆涂层与合同规定标准色板色差值及同一批产品之间色差值:样件ΔE*ab≤1.0,成批产品ΔE*ab<1.5;
b)其它色漆涂层色差检验:以目视为主,色差仪检测为附,目视检测方式为在均匀光源或日光照射下,将被检验件与合同规定标准色板同方向并在一起,在距离3米处垂直目视,颜色基本一致。色差仪显示值
ΔE*ab<1.5。
4.3.1.3 涂膜光泽度:用60度光泽仪检测,光泽度值应符合下表1规定。
表1
| 光泽度 | 光泽 值 | 允许误差 | 检测工具 |
| 高 | ≥80% | ±5% | 光泽计 |
| 中 | 20-79% | ±5% | 光泽计 |
| 低 | ≤19% | ±5% | 光泽计 |
装饰面涂膜厚度应符合表面2的规定。
表2
| 涂层种类 | 平均膜厚 μm | 最小局部膜厚 μm | 检测工具 |
| 一涂色漆 | 25-30 | ≥20 | 涡流测厚仪 |
| 二涂(底漆+色漆) | 30-40 | ≥25 | 涡流测厚仪 |
| 三涂(底漆+色漆+清漆) | 40-47 | ≥35 | 涡流测厚仪 |
注:装饰面喷涂时由于基材横截面形状的复杂性,致使基材某些表面(如内角,横沟等)的涂膜厚度低于规定值是允许的,但不允许出现露底现象。如非装饰面需喷涂时,应在合同及相关技术文件中特殊注明,其涂层的厚度一般不作要求,但不能漏喷露底。合同及技术文件中不注明的,按不喷涂供货。
4.3.3 涂膜附着力
4.3.3.1 涂膜干附着力:用间距1mm的6格划格器对干膜试验,划格区达到0级要求。
4.3.3.2 涂膜湿附着力:试样划格后,将其放入38℃的蒸馏水或无离子水中浸泡24小时后取出、擦干,试验划格区不得脱落和位移。
4.3.3.3 涂膜沸水附着力:试样划格后,将其放入95℃以上的沸水中浸泡20分钟,然后将试样取出、擦干,试验划格区不得脱落和位移,试样不得有气泡
4.3.4 涂膜硬度:干膜经铅笔划痕试验,硬度≥1H级。
4.3.5 涂膜耐冲击性:涂膜正面经冲击试验后应无开裂和脱落现象,但在凹面的周边处允许有细小皱纹
4.3.6 涂层的耐磨性、耐沸水性、耐盐酸性、耐硝酸性、耐溶剂性、耐灰浆性、耐盐雾腐蚀性、耐洗涤剂性、人工加速耐候性质量要求应符合GB5237.5中的有关规定。
4.4 型材及板材装饰面保护质量要求
4.4.1 型材及板材喷涂后,在符合4.3.1-4.3.6的条件下,应对装饰面(可视面)进行贴膜保护,以防止在加工、周转过程中磕、碰、划伤。
4.4.2 贴膜前用洁净的抹布或风管去除表面灰尘、污物等粘着物。
4.4.3 保护膜不应有飞边、翘起、拉伸破损现象。
4.4.4 机械贴膜和手工贴膜允许偏差见表3
4.4.5型材在周转过程中有保护膜脱落、翘起现象应及时修补。
表3
| 检查项目 | 允许偏差 | 检具 |
| 保护膜粘贴质 量 | 机械贴膜:不允许有皱褶存在、不允许有 >Φ3mm的气泡存在。 | 卡尺目测 |
| 保护膜粘贴质 量 | 手工贴膜:2m之内允许有一条≤80mm长的皱 褶,1m之内允许有2个Φ3~Φ8mm的气泡存 在 | 卡尺目测 |
5 检验与试验方法
5.1 外观质量的检验与试验方法应符合4.1、4.2、4.3、4.4的规定。
5.2 涂层颜色和色差的检查,一般情况下采用目视法,按GB/T9761-1988中3.2条及6.1条规定,对照标准色板进行检查。单色涂层仲裁时采用色差仪,按GB/T11186.2的规定进行检查。
5.3 涂层的光泽度用光泽测试仪按GB/T9754规定执行。
5.4 涂层厚度按GB/T4957的规定执行。每根型材的测量处数不少于10处,测量时的具体规定参考GB/T8014.
5.5 涂膜干附着力按GB/T9286中的规定测定,划格间距1mm。
5.6 涂膜硬度按GB/T6739中的B法规定测定,试验结果按GB/T6739中的4.4.6进行评定。
om
5.7 涂层的耐磨性试验按GB5237.5中附录A的规定执行。
5.8 涂层的耐沸水性、耐盐酸性、耐硝酸性、耐溶剂性、耐灰浆性、耐盐雾腐蚀性、耐洗涤剂性、人工加速耐候性试验按GB5237.5中的有关规定执行。
5.9 涂层的耐湿热性按GB/T 1740中的规定执行。
5.10 涂层的耐冲击性参照GB/T 1732的规定执行。
5.11 氟碳漆的化学成分应通过色谱分析仪,检测氟碳漆中氟树脂的含量,当氟树脂的含量不低于70%时,质量合格。
6检验规则
6.1 检验要求
6.1.1 入厂基材由质检部门按要求进行检验,合格后方能生产。
6.1.2 喷涂成品由质检部门按要求进行检验,保证产品质量符合定货合同的规定,并填写质量保证书。
6.2 检验项目
6.2.1 每批喷涂成品出厂前应由质检员对涂膜外观质量以及涂膜厚度、颜色和色差、附着力进行检验;
6.2.2 试验室对漆膜光泽、硬度、耐冲击性、杯突试验、抗弯曲性等性能进行检验;
6.2.3 其它性能采用定期检验方式(每年至少一次),一般不检验,但供方必须保证产品可达到相应质量要求,如用户要求进行测试验,应在合同中注明。
6.3 取样
产品取样应符合表4的规定。
表4
| 检验项目 | 取样规定 | 要求的章条号 | 试验方法的章条号 |
| 化学成分力学性能尺寸偏差 | 按GB5237.1规 定 | 5.4、5.5 | 6.1 |
| 外观质量 | 逐根检查 | 4.3.1.1 | 5.1 |
| 涂层颜色和色差 | 4.3.1.2 | 5.2 | |
| 涂层厚度 | 按表5取样 | 4.3.2 | C 5.4 |
| 途层光泽 | 每批取2根型材每根取1个 试样 | 4.3.1.3 | 5.3 |
| 途层硬度 | 4.3.4 | 5.6 | |
| 途层附着力 | 4.3.3 | 5.5 | |
| 途层耐冲击性 | 4.3.5 | 5.1 | |
| 途层耐磨性 | 4.3.6 | 5.7 | |
| 途层耐化学稳定性(耐盐酸性、 耐硝酸性、耐溶剂性、耐洗涤剂 性、耐灰浆性) | 5.8 | ||
| 途层耐盐雾性 | |||
| 途层人工加速耐候性 | |||
| 途层耐湿热性 | 5.9 |
6.4 检验结果评定
6.4.1 涂膜外观质量及色差不合格时为单件不合格。
6.4.2 涂膜外观质量及色差需逐件检查,涂膜厚度取样应符合表5的规定,检测涂膜其它性能时每批取2个工件,每个工件取2个试样。
表5
单位:件
| 批量范围 | 随机取样数 | 不合格品数上限 |
| 31-10 | 全部 | 0 |
| 11-200 | 10 | 1 |
| 201-300 | 15 | 1 |
| 301-500 | 20 | 2 |
| 501-800 | 30 | 3 |
6.4.3 涂膜厚度的不合格数超出表5中规定的不合格品数上限时,判该批不合格。但允许逐件检验,合格的工件可以交货。
6.4.4 附着力检测按3%-5%比例抽检,发现1支不合格,逐支检测,不合格予以挑出。其它涂膜性能检测项目若有一项不合格,则判整批不合格。
7 标志、包装、运输、贮存
7.1在检验合格前结途成品上,应有如下内容的标务(成合格证)
a)供方名称和地址;
b)供方质检部门的检印;
c)工程名称和代号;
d)产品规格和数量;
e)生产日期或批号;
f)涂层的颜色(或代号)、光泽和涂层种类。
7.2 包装、运输、贮存
6.2.1 每个工件的装饰面要帖上塑料薄膜加以保护;
6.2.2 工件之间用泡沫、包装纸加以隔开,以防止运输时互相碰撞;
6.2.3 运输时不能重压、碰撞,应注意防曝晒、雨淋;
6.2.4 产品应贮存在通风、干燥、周围无腐蚀性气氛的仓库内;
6.2.5 产品应平放,不能堆码过高。
相关新闻
-
积放式喷涂线(自动上下料)
产品详情 应用案例 积放式输送原理 新月涂装通过自主研发、技术引进,不断优化积放式喷涂线工艺: 1、积放式喷涂线比普通喷涂线节省厂房占地面积。 2、自动上下件,可按工艺要求实现随时停车,随时启动,整链循环提高生产效率。 悬挂积放式喷涂线适用于:H型钢、货架、立体车库,物流分拣机等。 新月涂装积放式喷涂线将工件的长度与和生产线的工艺速度这两个参数转化为时间参数 ,利用时间这个单一参数控制前、后小车的同步和工件的启停。 喷涂生产线经常需要处理一些长型的、重型的工件,如型材,货架,灯杆等,一般对于这些…
-
柜体喷涂设备(钢结构平台、储能柜)
产品详情 工艺规范 膜厚标准 柜体喷涂设备流水线服务近300多家企业 涂层品质实力见证 新月涂装助力浙江聚力配套上海威图电控柜 2018年新月涂装接到来自浙江嘉兴聚力公司的一条加急电控柜喷涂线订单,须严格按照原工厂上海威图公司(德国开天传动)的要求,设计自动化快速换色柜体喷涂流水线,并进行量产化生产。 浙江嘉兴所生产的电控柜是为上海威图公司所配套,上海威图TS8机柜为全球的标准,超过770万台TS8机柜在为客户服务。 一家新开的工厂, 一批新招的员工对柜体喷塑流水线设备的操作流程不熟悉…重重困难…
-
铝材喷涂线
300+铝材喷涂设备客户案例兼并糅合意大利技术并迭代升级 新月涂装铝材喷涂线-口碑之选 新月涂装从2012年伊始,就选择与意大利知名公司“TRANSMETAL S.P.A”进行深度的项目合作,对其原设计图纸进行研究,并先后多次在产品试验中心FOX7反复验证、改良、敲定…… 此后,为浙江栋梁铝材、鸿昌铝材、江苏凯利达、鼎艺、安徽鑫发、镇坤等全球近300多家铝材厂、门窗加工厂提供了铝型材喷塑流水线等服务,尤其在喷粉房的快速换色、炉温欧标3℃内的控制上有着丰富的经验和深厚的技术优势。 新月涂装 32年…
-
汽车零配件喷涂线(电泳、喷塑)
产品详情 腐蚀试验 涂装工艺 新月涂装 32行业经验深耕沉淀 专业提供汽车零部件喷涂线一站式解决方案,适用于汽车油箱,行李支架、转向器、越野车顶部支架、刹车盘等汽车金属零配件表面电泳、喷塑处理! 为北车集团、上海能用集团等企业量身定制汽车零配件喷涂流水线解决方案! 电泳+喷粉工艺,是质量升级工艺,喷粉后的工件具有高防腐、高耐候、优良的外观表现,这是对切切实实的质量提升与良好的产品质量体验。作为差异化竞争的主要亮点完美地促进销量提升。 粉末涂料相对液体涂料施工工艺来讲更具有涂料高利用率、投资及运营…
-
货架自动喷涂设备
产品详情 200+货架自动喷涂设备客户个性化定制方案 ‘千古难题’该怎么破壁……? 很多从事货架喷涂或出口企业,都面临着一个‘千古难题’的痛点问题:货架喷涂后的表面涂层脱落问题!该怎么做才是正确的解决方法? 江苏新月涂装曾经合作过的南京欧弈货架就曾遇到过这种问题:出口国外的货架在经由代加工喷涂厂喷涂的时候,因为代加工技术、设备等原因的差异,导致喷涂后的成品货架出现大批量的涂层剥落现象,不仅遭遇全部的退货,而且面临巨额索赔,名誉影响很大等纠纷案…… 之后,欧弈公司通过对比了多家公司之后,慎而又慎的…
-
护栏自动喷涂设备
产品详情 护栏涂层标准 脱落痛点 200+家护栏客户案例 为万科、绿地等大型房产企业配套 新月涂装 32年行业经验深耕沉淀 无忧喷涂 拒绝脱落 为护栏喷涂企业提供专属个性化定制解决方案 锌钢护栏型材在表面处理后,应在24h内进行粉末静电(是一种处于静止状态的电荷)喷涂。受日光照射的锌钢型材应采用具有优良耐候性的热固性纯聚酯粉末涂料或丙烯酸粉末涂料。 一、涂层的外观 1、锌钢护栏产品的涂层外观应平整和光洁。 2、涂层有下列情况之一者,均为允许缺陷: a)轻微的桔皮; b)不明显的针孔…
-
金属喷涂线(3200+行业可选)
产品详情 产品价格 维护保养 他们都选择与新月涂装合作 众多喷涂流水线 客户案例 1、安徽攀登集团:集团现有总资产6.68亿元,注册总资本达3.7亿元。 2、杭州祥龙物流集团:物流分拣机,顺丰、京东公司专用的,2014年新三板挂牌。 3、浙江玉环岱美集团:高铁座椅零部件,汽车零部件行业,具备全球供应能力。 4、浙江永浪集团:游乐设备,公司注册资金1.1亿元。 新月涂装成立于1992年的泰州市新月涂装设备有限公司,在业内有着响当当的名气。作为一家专业生产各行业金属涂层表面喷涂处理设备的厂家,具有多…
-
农机喷涂流水线
产品详情 产品价格 维护保养 新月涂装 农机喷涂设备流水线32年行业经验深耕沉淀 为农机喷涂企业提供专属个性化定制解决方案 选购产品时价格是决定是否购买的重要因素之一,那么一条农机喷涂流水线到底要多少钱呢? 1、客户要求的产量和生产纲领 生产产量也是影响静电喷涂生产线报价的一个重大因素。直观的是产量的大小直接影响生产线的长度,产能大,线体就越长,报价也就越高。 2、喷涂产品的工艺要求 喷涂涂装工艺越复杂,喷涂设备非标程度越高,那么,喷涂线报价也就越高。自动化喷涂生产线一般除了喷涂工序之外,客户还…
-
立式喷涂生产线
产品详情 工艺操作规程 新月涂装与意大利“TRANSMETAL S.P.A”公司 进行了立式喷涂生产线深度的项目合作 一、立式喷涂生产线设备要求 1.1 喷粉室 (1)喷粉室内壁表面要平整、光滑。 (2)喷粉室周边5m内的带电设施应良好的接地,以防止静电荷的积聚。 (3)喷粉室采用除湿设施,保持室内干燥。 (4)喷粉室回收风量应与敞口尺寸相匹配,以防止粉末外溢。 (5)喷粉室内应有设计合理的抽风设备,喷粉室内排风系统应经常检查,确保运转正常,防止有毒气体污染工作环境。 (6)进入喷粉室的空…
-
喷塑设备全套价格(型号、配置)
新月涂装喷塑设备全套方案报价标准: 塑流水线设备是属于个性化非标定制类产品,主要根据客户的喷涂产量,厂房实际面积,喷涂工件的种类来确定……通常喷塑流水线报价在几十万到几百万不等! 那么一套喷塑流水线设备价格由哪些因素决定了: 1、工件最大尺寸:决定粉房、烘道截面积尺寸 2、工件的重量:决定链条的选型,轻型:30、50、100公斤;重型:250、500公斤 3、喷涂的产量:决定了喷涂线的长短 4、非标定制:根据客户厂房长、宽、高,以及是否前处理在线来决定价格 新月涂装 高端精品 32年专注 服务于…
{kind=link}